






Machine availability is one of the parameters influencing OEE, the OEE of a production facility. Reducing unplanned downtime and optimising maintenance rates increases machine availability and, consequently, OEE. How can modern software for the smart factory help with this?
OEE – what is this indicator and what value should it achieve?
OEE (Overall Equipment Effectiveness) is an indicator of total equipment effectiveness, i.e. how efficiently a manufacturer uses its machinery fleet. Its monitoring makes it possible to identify areas for improvement and to take action to eliminate bottlenecks in production processes. The method for determining OEE is described in ISO 22400-2:2014, and the value of the indicator is made up of 3 parameters:
- availability,
- performance,
- quality.
How to interpret the results and which OEE indicator can be considered truly effective? World-class, most competitive companies achieve OEE of 85%. The average OEE is around 60%, and companies just starting to monitor OEE often record an initial value of around 40%.
However, OEE does not always give a complete picture of production efficiency. This is the case when not all processes have been automated and the productivity of the workforce plays a key role. In such cases, OEE is supplemented by OLE (Overall Labor Effectiveness), which calculates the availability and productivity of employees. The OLE indicator is determined in a similar way to OEE, the difference being that instead of maximum productivity and availability of machines, we assume maximum productivity and availability of workers.
Availability as a component of OEE
In this article, we will look at availability and its impact on the OEE value. Availability refers to the actual operating time of a machine in relation to its planned operating time. The availability rate depends, among other things, on unplanned and long downtimes, as well as suboptimal values of MTTR (mean time to repair), MTBF (mean time between failures) and MTTF (mean time to failure).
What influences the low value of machine availability?
Availability has a key impact on OEE, and its value usually deviates from the other parameters, namely productivity and quality. Why does this happen? The availability of a machine is reduced any time the machine is not running. This is why production facilities focus intensively on eliminating unplanned downtime.
The reduction in accessibility is influenced by 2 main factors:
- abnormal technical condition of machinery (breakdowns, micro breakdowns, need for maintenance and repair work),
- inadequate production planning (unscheduled downtime, delays due to lack of resources needed for batch production, lack of rapid response in case of unforeseen events).
How do we increase machine availability?
An effective way to increase machine availability and thus increase OEE values is to use specialised software for the modern factory. The systems make it possible to significantly reduce the time a machine is not working.
The first step to increasing machine availability is to implement OEE monitoring software that takes data from machines and equipment. Depending on the equipment on the line, this is done through PLC sensors, signal duplication or the installation of sensors.
The data collected in this way is fed into the system in real time. Thanks to the Pareto chart generated from them, it is possible to locate the events causing the most frequent errors and delays, thus minimising their occurrence or eliminating them altogether. Advanced software such as a CMMS or APS system makes it possible to implement effective measures to increase machine availability. How?
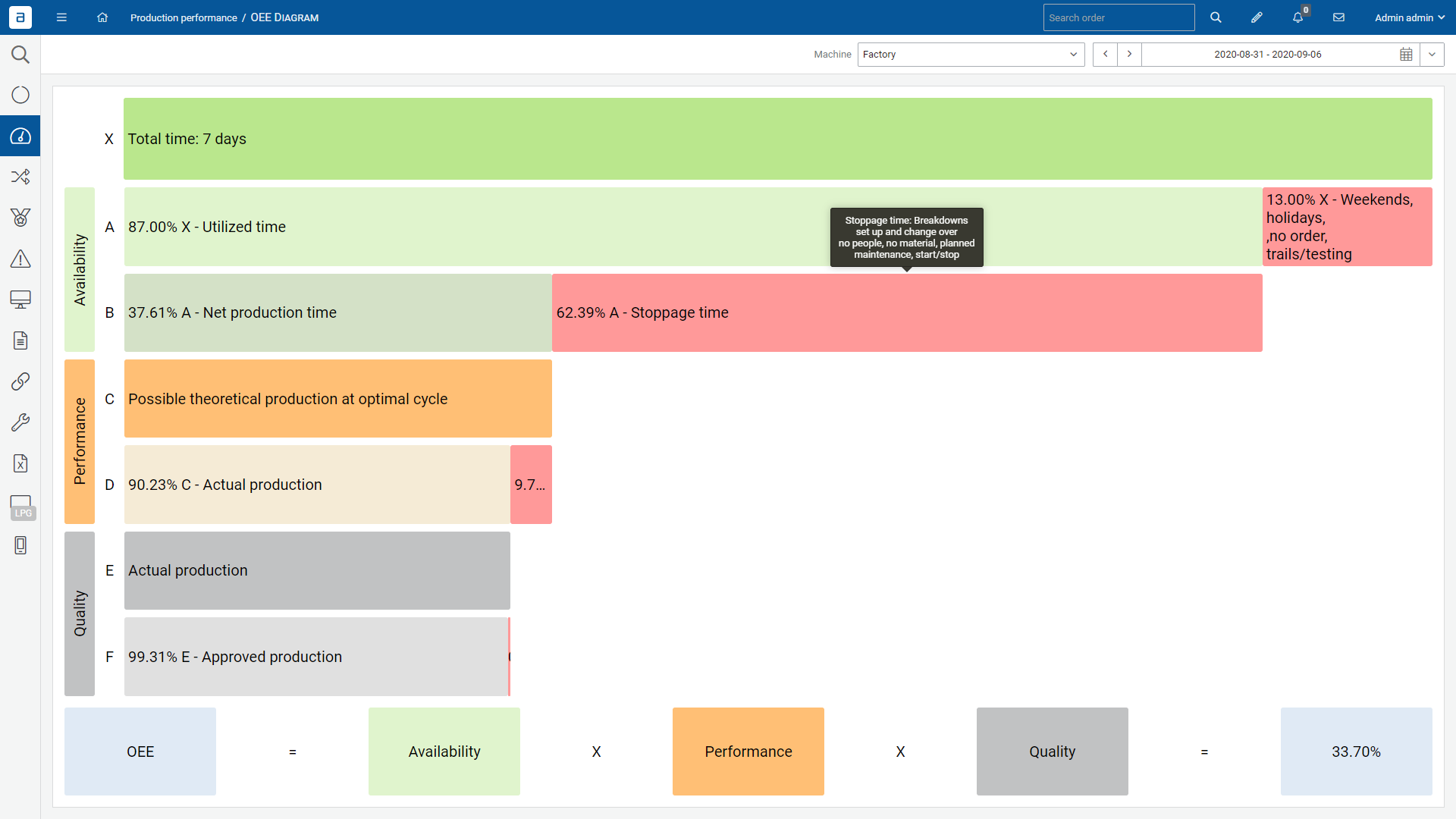
OEE Performance Monitoring (OEE) System screenshot – OEE calculations
Examples of technologies and tools for OEE system implementation
The implementation of an OEE system usually requires the use of different technologies and tools. Below are some examples.
- Sensors and measuring devices: Sensors and measuring devices are used to collect machine performance data such as downtime, cycle time and production counters. These sensors can be wireless or wired and can use different technologies such as RFID, GPS, Bluetooth or Wi-Fi.
- Vision systems: Vision systems use cameras and production monitoring software to collect information about product quality. This allows quality defects to be detected in real time and minimises production losses.
- Manufacturing management systems: Manufacturing management systems (MES) integrate various elements of the production process, such as production planning, quality control and machine performance monitoring. The data collected by MES systems is then used to calculate OEE.
- Automation and robotics: automation and robotics can help to improve production efficiency and quality. In the case of an OEE system, robots can be used to collect data from machines or to automate production processes, which can help improve OEE.
- Communication and networking: communication between the various components of an OEE system is key to successful implementation. Networking solutions such as Ethernet, Modbus or Profibus enable data from sensors to be transferred to MES systems and other analysis tools.
Depending on the specifics of the production process, different technologies can be used to collect data and calculate OEE. In any case, it is crucial to effectively integrate the various components of the system to ensure efficient collection and processing of production data.
Take care of the condition of your machines with a CMMS system
The CMMS is used to schedule repairs and maintenance based on the actual operating time of the machines. Thanks to the connected sensors, the condition of each machine is monitored in real time and information about failures instantly reaches those responsible for rectifying the fault. The ability to calculate man-hours and man-cycles for each machine and tool improves the implementation of preventive maintenance practices [here we can give a link to a new article when it appears on the website] – based on the collected data, you can predict the time until the next breakdown and prepare for this event. Planning maintenance work instead of making time-consuming and costly repairs translates into reduced downtime.
How does the ANT CMMS affect the metrics that affect OEE? We provide the figures:
➡ 65% reduction in production downtime,
➡ 55% reduced MTTR,
➡ 25% increased MTTF,
➡ 25% increased MTBF,
➡ 10% reduction in total number of repairs.
Optimal planning and rapid adaptation to unforeseen changes with APS
The APS system is used for advanced planning and scheduling of production processes. Integration with machines and other systems enables real-time response to changes and adaptation of the production plan to the current needs and capabilities of the plant. In the event of problems with a task (e.g. due to delayed delivery), the system automatically orders the next task, keeping the machine running all the time.
How does ANT APS affect the metrics that affect OEE? We provide the figures:
➡ up to 30% less of all changeovers,
➡ up to 25% shorter changeover times,
➡ 15% higher production volume.
Reducing unplanned downtime thanks to the CMMS system and production planning that takes into account real-time changes in the APS system makes it possible to maximise fleet utilisation. The resulting increase in OEE translates into an increase in the company’s competitiveness in the market.
Find out more about Systems for Manufacturing at: https://antsolutions.eu/





